हेडस्टोन
पार्श्वभूमी
हेडस्टोन्स अनेक वेगवेगळ्या नावांनी ओळखले जातात, जसे की स्मारक दगड, ग्रेव्ह मार्कर, ग्रेव्हस्टोन्स आणि थडगे.हे सर्व हेडस्टोन्सच्या कार्यावर लागू होते;मृत व्यक्तीचे स्मारक आणि स्मरण.हेडस्टोन मूळतः फील्डस्टोन किंवा लाकडाच्या तुकड्यांपासून बनवले गेले होते.काही भागात, दगड ("लांडग्याचे दगड" म्हणून संबोधले जाते) शरीरावर दगड ठेवलेले होते जेणेकरुन जनावरांना उथळ कबर उघडण्यापासून रोखता येईल.
इतिहास
पुरातत्वशास्त्रज्ञांना 20,000-75,000 वर्षांपूर्वीच्या निएंडरथल कबरी सापडल्या आहेत.मोठमोठे खडकाचे ढिगारे किंवा खड्डे झाकून टाकलेल्या गुहांमध्ये मृतदेह सापडले आहेत.असे मानले जाते की या कबरी साइट्स अपघाती होत्या.जखमी किंवा मरण पावलेल्यांना कदाचित बरे होण्यासाठी मागे सोडले गेले होते आणि जंगली प्राण्यांपासून संरक्षणासाठी खडक किंवा दगड गुहेसमोर ढकलले गेले होते.इराकमधील शरिंदर गुहा एका व्यक्तीचे अवशेष (c. 50,000 BC) शरीराभोवती फुले विखुरलेली होती.
काळानुसार दफन करण्याच्या इतर विविध पद्धती विकसित झाल्या आहेत.30,000 इ.स.पू.च्या आसपास काही काळ त्यांच्या मृतांना ठेवण्यासाठी शवपेटी वापरणारे चिनी पहिले होते आणि इजिप्शियन फारोचे मृतदेह नंतरच्या जीवनासाठी जतन करण्यासाठी सुमारे 3200 ईसापूर्व ममीफिकेशन आणि एम्बॅल्मिंगचा वापर केला गेला.फारोंना एका तांबूसमध्ये ठेवले जाईल आणि त्यांच्या सेवकांचे आणि विश्वासू सल्लागारांचे प्रतिनिधित्व करणार्या पुतळ्यांसह दफन केले जाईल, तसेच पलीकडे जगात त्यांची स्वीकृती सुनिश्चित करण्यासाठी सोने आणि विलासिता.काही राजांना त्यांच्या वास्तविक नोकर आणि सल्लागारांनी मृत्यूच्या वेळी त्यांच्यासोबत येण्याची आवश्यकता होती आणि नोकर आणि सल्लागारांना ठार मारण्यात आले आणि त्यांना थडग्यात ठेवण्यात आले.शवविच्छेदनाच्या वेळीच सुरू झालेली अंत्यसंस्कार ही मृतांची विल्हेवाट लावण्याची एक लोकप्रिय पद्धत होती.आज युनायटेड स्टेट्समध्ये 26% विल्हेवाट पद्धती आणि कॅनडामध्ये 45% आहे.
जसजसे धर्म विकसित होत गेले तसतसे अंत्यसंस्काराकडे तुच्छतेने पाहिले जाऊ लागले.अनेक धर्मांनी तर अंत्यसंस्कारावर बंदी घातली होती आणि दावा केला होता की ते मूर्तिपूजक विधींची आठवण करून देते.अंत्यसंस्कार ही पसंतीची पद्धत होती आणि काहीवेळा मृतांना अनेक दिवस घरात ठेवले जात होते जेणेकरून लोक त्यांना आदर देऊ शकतील.1348 मध्ये, प्लेगने युरोपला धडक दिली आणि लोकांना शक्य तितक्या लवकर आणि शहरांपासून दूर मृतांना दफन करण्यास भाग पाडले.हे मृत्यू आणि दफनविधी स्मशानभूमी ओसंडून वाहू लागेपर्यंत आणि असंख्य उथळ थडग्यांमुळे रोगराई पसरत राहिल्या.1665 मध्ये, इंग्रजी संसदेने फक्त लहान अंत्यसंस्कार करण्याच्या बाजूने निर्णय दिला आणि कबरींची कायदेशीर खोली 6 फूट (1.8 मीटर) ठेवली गेली.यामुळे रोगाचा प्रसार कमी झाला, परंतु अनेक स्मशानभूमी अधिक लोकसंख्येने भरलेली राहिली.
आज दिसणाऱ्या पहिल्या स्मशानभूमीची स्थापना पॅरिसमध्ये १८०४ मध्ये झाली आणि त्याला "बाग" स्मशानभूमी म्हणतात.ऑस्कर वाइल्ड, फ्रेडरिक चोपिन आणि जिम मॉरिसन यांसारख्या अनेक प्रसिद्ध नावांचे घर पेरे-लचेस आहे.या बागेच्या स्मशानभूमींमध्येच हेडस्टोन आणि स्मारके विस्तृत कामे बनली.एखाद्याची सामाजिक स्थिती स्मारकाचा आकार आणि कलात्मकता निर्धारित करते.सुरुवातीच्या स्मारकांमध्ये सांगाडा आणि भुते असलेली भयानक दृश्ये जिवंतांमध्ये नंतरच्या जीवनाची भीती निर्माण करण्यासाठी चित्रित करण्यात आली होती.एकोणिसाव्या शतकाच्या उत्तरार्धात, हेडस्टोन्स शांततापूर्ण दृश्यांच्या बाजूने विकसित झाले, जसे की करूब आणि देवदूत मृत व्यक्तीला वरच्या दिशेने नेतात.युनायटेड स्टेट्सने 1831 मध्ये केंब्रिज, मॅसॅच्युसेट्स येथे स्वतःचे ग्रामीण दफनभूमी, द माउंट ऑबर्न स्मशानभूमी स्थापन केली.
कच्चा माल
सुरुवातीचे हेडस्टोन स्लेटपासून बनवले गेले होते, जे न्यू इंग्लंडच्या सुरुवातीच्या काळात स्थानिक पातळीवर उपलब्ध होते.लोकप्रिय होण्यासाठी पुढील सामग्री म्हणजे संगमरवरी, परंतु कालांतराने संगमरवरी क्षीण होईल आणि मृतांची नावे आणि तपशील समजण्यायोग्य नाहीत.1850 पर्यंत, ग्रॅनाइट त्याच्या लवचिकता आणि प्रवेशयोग्यतेमुळे पसंतीचे हेडस्टोन साहित्य बनले.आधुनिक स्मारकांमध्ये ग्रॅनाइट हा मुख्य कच्चा माल वापरला जातो.
ग्रॅनाइट हा एक आग्नेय खडक आहे जो प्रामुख्याने क्वार्ट्ज, फेल्डस्पार आणि प्लॅजिओक्लेस फेल्डस्पारचा बनलेला असतो ज्यामध्ये इतर लहान खनिजे मिसळतात. ग्रेनाइट पांढरा, गुलाबी, हलका राखाडी किंवा गडद राखाडी असू शकतो.हा खडक मॅग्मा (वितळलेला पदार्थ) पासून बनवला जातो जो हळूहळू थंड होतो.थंड केलेला मॅग्मा पृथ्वीच्या कवचातील बदल आणि मातीची धूप याद्वारे शोधला जातो.
रचना
हेडस्टोन वैयक्तिकृत करण्याचे असंख्य मार्ग आहेत.Epitaphs शास्त्राच्या अवतरणांपासून ते अस्पष्ट आणि विनोदी विधानांपर्यंत असतात.सोबतचे पुतळे कोरले जाऊ शकतात, दगडाच्या वर किंवा बाजूला ठेवता येतात.हेडस्टोन्सचा आकार आणि आकार देखील बदलतो.साधारणपणे, सर्व दगड मशीन पॉलिश केलेले आणि कोरलेले असतात, नंतर हाताने बारीक तपशीलवार.
मॅन्युफॅक्चरिंग
प्रक्रिया
- पहिली पायरी म्हणजे दगडाचा प्रकार (सामान्यत: संगमरवरी किंवा ग्रॅनाइट) आणि रंग निवडणे.ग्रॅनाइट ब्लॉक नंतर बेडरोकमधून कापला जातो.असे करण्याचे तीन मार्ग आहेत.पहिली पद्धत ड्रिलिंग आहे.ही पद्धत वायवीय ड्रिलचा वापर करते जी ग्रॅनाइटमध्ये 1 इंच (2.54 सेमी) अंतरावर आणि 20 फूट (6.1 मीटर) खोलवर उभी छिद्रे पाडते.उत्खनन करणारे नंतर खडकाच्या गाभ्याला कापण्यासाठी स्टीलचे दात असलेले 4 इंच (10.1 सेमी) लांब स्टीलचे तुकडे वापरतात.
ड्रिलिंगपेक्षा जेट पियर्सिंग खूप वेगवान आहे, सुमारे सात पटीने.या पद्धतीत, एका तासात 16 फूट (4.9 मीटर) उत्खनन करता येते.ही प्रक्रिया 2,800°F (1,537.8°C) ज्वालाच्या रूपात दाबयुक्त हायड्रोकार्बन इंधन आणि हवेचे मिश्रण बाहेर काढण्यासाठी पोकळ स्टील शाफ्टसह रॉकेट मोटर वापरते.ही ज्योत ध्वनीच्या वेगाच्या पाचपट आहे आणि ग्रॅनाइटमध्ये 4 इंच (10.2 सेमी) कापते.
तिसरा मार्ग सर्वात कार्यक्षम पद्धत आहे, शांत आणि जवळजवळ कोणताही कचरा निर्माण करत नाही.वॉटर जेट पिअरिंग ग्रॅनाइट कापण्यासाठी पाण्याचा दाब वापरतो.वॉटर जेट पियर्सिंगच्या दोन प्रणाली आहेत, कमी दाब आणि उच्च दाब.दोन्ही पाण्याचे दोन प्रवाह उत्सर्जित करतात, परंतु कमी दाब प्रणालीचे प्रवाह 1,400-1,800 psi च्या खाली आहेत आणि उच्च दाबाचे प्रवाह 40,000 psi च्या खाली आहेत.जेट्समधील पाण्याचा पुन्हा वापर केला जातो आणि या पद्धतीमुळे चुका आणि वाया जाणारे साहित्य कमी होते.
- पुढील पायरी म्हणजे खाणीच्या पलंगातून ब्लॉक काढणे.कामगार 1.5-1.88 इंच (3.81-4.78 सें.मी.) स्टीलच्या बिट्ससह कार्बाइडने टिपलेले मोठे वायवीय ड्रिल घेतात आणि ग्रॅनाइटच्या ब्लॉकमध्ये आडवे ड्रिल करतात.त्यानंतर ते छिद्रांमध्ये कागदात गुंडाळलेले ब्लास्टिंग चार्जेस ठेवतात.एकदा चार्जेस सेट झाल्यानंतर, ब्लॉक उर्वरित खडकापासून स्वच्छ ब्रेक करतो.
- ग्रॅनाइट ब्लॉक्स साधारणतः 3 फूट (0.9 मीटर) रुंद, 3 फूट (0.9 मीटर) उंच आणि 10 फूट (3 मीटर) लांब, सुमारे 20,250 पौंड (9,185 किलो) वजनाचे असतात.कामगार एकतर ब्लॉकभोवती केबल लूप करतात किंवा दोन्ही टोकांना हुक ड्रिल करतात आणि केबलला हुकशी जोडतात.दोन्ही मार्गांनी केबल एका मोठ्या डेरिकला जोडलेली असते जी ग्रॅनाइट ब्लॉक वर उचलते आणि फ्लॅटबेड ट्रकवर जे हेडस्टोन निर्मात्याकडे नेते.खाणी स्वतंत्रपणे मालकीच्या असतात आणि ग्रॅनाइट उत्पादकांना विकतात, परंतु काही मोठ्या कंपन्या आहेत ज्यांच्या मालकीच्या खाणी आहेत.
- मॅन्युफॅक्चरिंग हाऊसमध्ये आल्यानंतर, ग्रॅनाइट स्लॅब कन्व्हेयर बेल्टवर उतरवले जातात जेथे ते लहान स्लॅबमध्ये कापले जातात.स्लॅब साधारणपणे 6, 8, 10, किंवा 12 इंच (अनुक्रमे 15.2, 20.3, 25 आणि 30.4 सेमी) जाड असतात.ही पायरी रोटरी डायमंड सॉने केली जाते.करवत 5 फूट (1.5 मीटर) किंवा 11.6 फूट (3.54 मीटर) घन स्टील डायमंड ब्लेडने सुसज्ज आहे.ब्लेडमध्ये साधारणतः 140-160 औद्योगिक हिऱ्याचे भाग असतात आणि सरासरी 23-25 फूट कापण्याची क्षमता असते.2(२.१-२.३ मी2) एक तास.
- कट स्लॅब वेगवेगळ्या संख्येने फिरत असलेल्या डोक्यांखाली (सामान्यत: आठ ते 13) ग्रिटचे वेगवेगळे स्तर मांडलेले असतात.
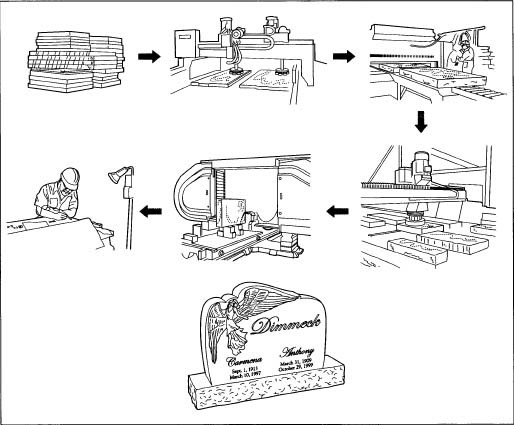
हेडस्टोनचे उत्पादन.
सर्वात अपघर्षक ते कमीतकमी.पहिल्या काही डोक्यांवर कठोर हिऱ्याची काजळी असते, मधली हेड्स होनिंगसाठी असतात आणि शेवटची काही डोकी बफर पॅडने सुसज्ज असतात.या पॅड्सवर पाणी आणि अॅल्युमिनियम किंवा टिन ऑक्साईड पावडर असते ज्यामुळे दगड गुळगुळीत, चकचकीत पूर्ण होतो.
- पॉलिश्ड स्लॅब नंतर कन्व्हेयर बेल्टच्या बाजूने हायड्रोलिक ब्रेकरमध्ये हलविला जातो.ब्रेकर कार्बाइड दातांनी सुसज्ज आहे जे ग्रॅनाइट स्लॅबवर 5,000 psi च्या जवळपास हायड्रॉलिक दाब देतात, दगडांमधून एक उभ्या कट करतात.
- कापलेल्या दगडाला योग्य आकार दिला जातो.हे एकतर हाताने छिन्नी आणि हातोडा किंवा अधिक अचूकपणे मल्टी-ब्लेड डायमंड सॉने केले जाते.हे मशीन 30 ब्लेड ठेवण्यासाठी सेट केले जाऊ शकते, परंतु सामान्यतः फक्त आठ किंवा नऊ लोड केले जाते.नऊ ब्लेडने सुसज्ज, ही बहु-ब्लेड डायमंड सॉ २७ फूट कापू शकते2(2.5 मी2) एक तास.
- दगडाच्या पृष्ठभागांना पुन्हा पॉलिश केले जाते.अत्यंत स्वयंचलित प्रक्रियेत, एका वेळी 64 तुकडे पॉलिश केले जाऊ शकतात.
- पृष्ठभाग पॉलिशर प्रमाणेच, उभ्या कडा स्वयंचलित पॉलिशिंग मशीनद्वारे पॉलिश केल्या जातात.हे यंत्र कठोर काजळीचे हेड निवडते आणि ते दगडाच्या उभ्या कडांवर काम करते.यंत्र नंतर कडा गुळगुळीत होईपर्यंत इतर ग्रिटमधून काम करते.
- रेडियल कडा एकाच वेळी दोन डायमंड ग्राइंडिंग ड्रम वापरून ग्राउंड आणि पॉलिश केल्या जातात.एकामध्ये कठोर काजळीचा हिरा आहे आणि दुसऱ्यामध्ये बारीक काजळीचा हिरा आहे.दगडाच्या रेडियल कडा नंतर पॉलिश केल्या जातात.
- जर गुंतागुंतीच्या दगडी आकारांची आवश्यकता असेल, तर पॉलिश केलेला दगड डायमंड वायर सॉवर हलविला जातो.ऑपरेटर करवत समायोजित करतो आणि प्रक्रिया सुरू करतो, जे हेडस्टोनमध्ये आकार कोरण्यासाठी संगणक सॉफ्टवेअर वापरते.कोणतीही बारीक नक्षी किंवा तपशील हाताने पूर्ण केले जातात.
- हेडस्टोन नंतर पूर्ण करण्यासाठी तयार आहे.रॉक पिचिंगमध्ये दगडाच्या बाहेरील कडा हाताने छिन्न करणे, अधिक परिभाषित, वैयक्तिक आकार देणे समाविष्ट आहे.
- आता हेडस्टोन पॉलिश O आणि आकाराचे असल्याने, खोदकाम करण्याची वेळ आली आहे.सँडब्लास्टिंगचा वापर सामान्यतः केला जातो.हेडस्टोनवर द्रव गोंद लावला जातो.गोंदावर रबर स्टॅन्सिल लावले जाते आणि नंतर डिझाइनच्या कार्बन-बॅक्ड लेआउटने झाकले जाते.कार्बन ड्राफ्ट्समनने तयार केलेले डिझाइन रबर स्टॅन्सिलवर हस्तांतरित करतो.कामगार नंतर दगडावर हवी असलेली अक्षरे आणि डिझाइन वैशिष्ट्ये कापून टाकतो, त्यांना सँडब्लास्टिंगच्या समोर आणतो.सँडब्लास्टिंग एकतर स्वहस्ते केले जाते किंवा स्वयंचलित केले जाते.प्रक्रियेच्या धोक्यांमुळे एकतर पद्धत बंदिस्त भागात केली जाते.दगडातून परावर्तित होणाऱ्या दाण्यांपासून संरक्षण करण्यासाठी कामगार पूर्णपणे झाकलेला असतो.कोर्स कटिंग अॅब्रेसिव्ह 100 psi च्या जोरावर लावला जातो.धूळ संग्राहक धूळ गोळा करतात आणि पुनर्वापरासाठी जतन करतात.
- उरलेल्या स्टॅन्सिल किंवा गोंदपासून मुक्त होण्यासाठी दगड नंतर उच्च दाब वाफेने फवारला जातो.ते पुन्हा पॉलिश केले जाते आणि बारकाईने तपासले जाते, नंतर फिनिशचे संरक्षण करण्यासाठी सेलोफेन किंवा जड पेपरमध्ये पॅक केले जाते.पॅकेज क्रेटमध्ये ठेवले जाते आणि ग्राहक किंवा अंत्यसंस्कार संचालकांना पाठवले जाते.
गुणवत्ता नियंत्रण
संपूर्ण उत्पादन प्रक्रियेत गुणवत्ता नियंत्रणाची जोरदार अंमलबजावणी केली जाते.खडबडीत ग्रॅनाइटचा प्रत्येक स्लॅब रंगाच्या सुसंगततेसाठी तपासला जातो.पॉलिशिंगच्या प्रत्येक पायरीनंतर, डोके दगड दोषांसाठी तपासले जाते.चिप किंवा स्क्रॅचच्या पहिल्या चिन्हावर, दगड ओळीतून काढला जातो.
उपउत्पादने/कचरा
खदानीमध्ये वापरल्या जाणार्या कटिंग प्रक्रियेवर अवलंबून, कचरा बदलतो.ड्रिलिंग ही उत्खननाची सर्वात कमी अचूक पद्धत आहे, त्यामुळे सर्वाधिक कचरा निर्माण होतो.वॉटर जेट पद्धतीमुळे कमीत कमी प्रमाणात ध्वनी प्रदूषण आणि धूळ निर्माण होते.हे इतर प्रक्रियेपेक्षा जास्त इंधन कार्यक्षम आहे आणि पाण्याचा पुनर्वापर करण्यास सक्षम करते.सँडब्लास्टिंगमध्ये थोडासा कचरा देखील असतो कारण वाळूचे कण गोळा केले जातात आणि पुन्हा वापरले जातात.उत्पादनातील कोणतेही दोषपूर्ण ग्रॅनाइट दगड सामान्यतः इतर उत्पादक कंपन्यांना विकले जातात किंवा परदेशात निर्यात केले जातात.इतर निकृष्ट दर्जाचे दगड टाकून दिले जातात.
भविष्य
अनेक नवीन तंत्रे आहेत जी हेडस्टोन्सवर डिझाईन्स कोरण्यासाठी नाविन्यपूर्ण सॉफ्टवेअर वापरतात.लेझर एचिंग हा एक आगामी विकास आहे जो लेसर बीम वापरून हेडस्टोनवर चित्रे आणि अधिक क्लिष्ट डिझाईन्स ठेवण्याची परवानगी देतो.लेसरची उष्णता ग्रॅनाइटच्या पृष्ठभागावर क्रिस्टल्स पॉप करते, परिणामी उंच, हलक्या-रंगीत नक्षीकाम होते.
नजीकच्या भविष्यात ग्रॅनाइटचा ऱ्हास होण्याची शक्यता नाही.खाणींचे उत्खनन होत असताना, नवीन संसाधने विकसित होतात.असे अनेक नियम आहेत जे एका वेळी निर्यात करता येणार्या ग्रॅनाइटचे प्रमाण मर्यादित करतात.मृतांच्या विल्हेवाट लावण्याच्या पर्यायी पद्धती देखील हेडस्टोन्सचे उत्पादन मर्यादित करू शकणारे घटक आहेत.
पोस्ट वेळ: जानेवारी-05-2021